| Мова |
Роза вітрів:
Верстат для поздовжнього TIG зварювання труб.
Основна область застосування верстата: виробництво димарів з нержавіючої сталі.
- Цифрове управління параметрами зварювання через сенсорну панель Siemens.
- Сучасний і надійний зварювальний інвертор Fronius і ін. За запитом. У комплекті зі зварювальними пальниками Abicor Binzel.
- Високошвидкісний серводвигун.
- Змінна точка початку зварювання по всій робочій довжині від 0,1 мм. Можливість зміни швидкості в процесі зварювання з автоматичним запам'ятовуванням нового значення.
- Функція переривання і відновлення зварювального циклу.
- Великий вибір модифікацій верстата для вирішення різних завдань.
Перевага машини:
- Швидкість зварювання на аустенитной нержавійці до 6м в хвилину.
- Точність позиціонування 0.02 мм за рахунок високоточної серводвігателя Panasonic.
- Запобігання шлюбу зварювального шва в разі не якісного свальцовиванія (бочка образності) труби відбувається за рахунок переривання процесу зварювання і авто повернення в точку.
- Блок подачі присадного дроту (опція)
- Компенсатор деформації балки
Верстат для поздовжнього ТИГ зварювання обичайок труб Промінь 1.
Верстат призначений для зварювання нержавіючих, сталевих і мідних труб стик в стик. Використовується для виготовлення димоходів, вентиляційних труб, обичайок для ємностей і ЦКТ, а також будь-яких інших виробів з нержавіючої сталі довжиною 1000 мм. Вартість верстата 15 500 євро.
 |
При зварюванні виробів втручання оператора мінімально. Заготівля автоматично затискається пневматичними притисками. Виставляється необхідна сила струму і швидкість виробленої зварювання.
Пальник переміщується автоматично. При закінченні зварювання пальник піднімається і повертається у вихідне положення.
Далі, здатні фіксувати притиски звільняють готову трубу.
Верстат здатний зварювати нержавіючу сталь товщиною від 0.5 мм до 4 мм (в залежності від встановленого зварювального джерела).
Верстат здатний працювати всю робочу зміну без перерв.
 |
Ми виробляємо навчання працівників. Досить одного дня для того, щоб працівник міг самостійно виконувати всі необхідні операції. Можливо обладнати верстат додатковою опцією подачі зварювального присадки.
Оскільки аргон подається з двох точок зверху і з піддувом по всій довжині знизу вдається зберегти ідеальний шов і зовні труби і зсередини. А мідна підкладка по всій довжині дозволяє уникнути перегріву металу і деформації.
 |
Ми пропонуємо верстати для зварювання обичайок довжиною 500мм і 1000 мм, 1250 мм, 1500 мм, 2000 мм і 3000 мм.
Діаметри зварюваних виробів до 2500 мм.
Можливо виготовлення верстата з ЧПУ на базі контролера Siemens simatic
 |
Зварювальне джерело - електронний пристрій, який забезпечує живлення зварювального кола електричним струмом. Замовник може вибирати джерело будь-якої компанії і потужності. На наші апарати ми рекомендуємо ставити "Fronius".
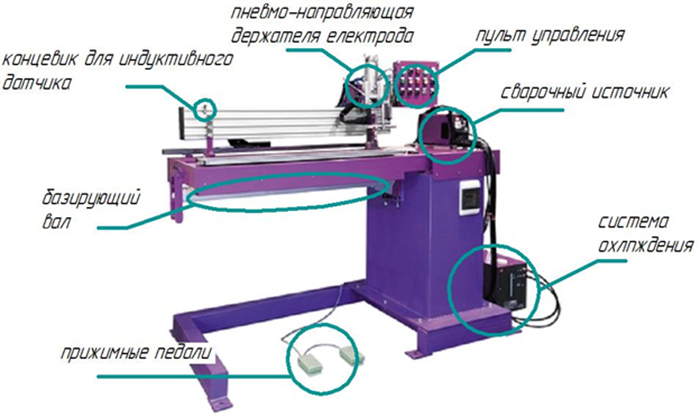
Система охолодження - відповідає за підтримання температурних режимів при роботі обладнання, проходячи через зварювальний рукав, а також через мідний охолоджувач, що знаходиться в тілі що базується вала.
Притискні педалі - призначені для базування круглої заготовки на базуються валу. Ліва педаль відповідає за пневматичну опускання ряду мідних притисків, забезпечуючи надійну фіксацію заготовки на валу. Права - правого ряду мідних притисків.
Що базується вал - виготовлений з високоміцної розжареної сталі. Використовується як що базується поверхню заготовки і основа для "TIG" зварювання.
Кінцевик для індуктивного датчика - це механічний обмежувач лінійного ходу зварювального голови. Використовується як для виставлення нульової точки для підпалу зварювального електрода в певній точці, так і для обмеження ходу зварювального голови на необхідне відстань зварювального шва (переміщення необхідно при зміні довжини свариваемой заготовки).
Пневмо-напрямна утримувача електрода - відповідає за пневматичну підняття і опускання зварювального держателя електродів, для безпечного переміщення всієї робочої голови уздовж робочої зони, а також для зручної зміни зварювальних електродів.
Пульт управління - це набір аналогових кнопок управління роботою зварювального устаткування. У ньому присутній потенціометр для виставлення швидкості переміщення зварювального електрода, ручне премещенія електрода вліво, вправо, кнопка початку зварювання, кнопка повернення апарата в нульову точку, аварійний стоп, а так само індикатор готовності обладнання до роботи.
Детальний опис принципу роботи:
Провальцевать заготовку, оператор повинен сбазіровать її на базуються валу, для цього він піднімає фіксатор вала і заводить заготовку паралельно базує поверхні, таким чином, щоб стик завальцьовані заготовки збігався з верхнім центром валу. Після цього оператор закриває фіксатор вала і виставляє ліву сторону заготовки паралельно центру мідного охолоджувача, розташованого у верхній частині що базується вала.
Після виставлення паралельності лівого боку заготовки оператор фіксує її за допомогою лівої педалі. Переконавшись, що заготовка знаходиться в правильному положенні, оператор, не відпускаючи педалі, натискає стопорну кнопку, ніж залишає закотовку в затиснутому положені (стопорная кнопка знаходиться праворуч від оператора під правою рукою). Після цього оператор притуляє праву (вільну) сторону заготовки до лівої сторони деталі, таким чином формуючи НЕ зварене з'єднання двох кінців деталі, і притискає її за допомогою правої педалі, як було описано вище.
Коли деталь полность сбазірована, оператор перевіряє збіг центру зварювального електрода з початком заготовки (за допомогою клавіш «вліво», «вправо» він може переміщати зварювальний держатель уздовж осі зварювання. Для більш точної налагодження зварювальний держатель електродів кріпиться на координатний стіл, який дає можливість оператору , за допомогою маховиків, відкоригувати точне положення зварювального електрода).
Це положення і буде становищем початку зварювання, в це положення він і підводить один з індуктивний кінцевик навпаки індуктивного датчика відповідає за підпал електрода. Другий кінцевик встановлюється за 10-15 міліметрів від точки початку зварювання і є нульовою точкою (стартовою точкою) почала руху пальника.
Кінцевик встановлюється в кінці заготовки і буде означати точку виключення зварювального електрода (виставляється по довжині заготовки). Важливо: виставлення концевиков нульовий і стартової точки виставляються один раз і не вимагають перевиставляння в подальшій роботі обладнання.
Наступний етап - це безпосередньо сама зварювання заготовки. Після виставлення всіх точок оператор повинен вибрати необхідні параметри для зварювання на зварювальному джерелі (виставлення читайте в інструкції до зварювального джерела). Після вибору параметрів зварювання, оператор за допомогою кнопки, опускає електрод до заготівлі в робоче положення, подімает захисне скло і натискає кнопку «старт»: верстат почав сварку і веде шов з боку кріплення вала в сторону затиску що базується вала.
Під час роботи оператор може регулювати швидкість переміщення електрода (якщо це необхідно) за допомогою потенціометра, розташованого на панелі управління, а також коригувати відхилення електрода за допомогою маховиків координатного столу (якщо це необхідно), також у нього є кнопка «пауза» (якщо у час роботи оператору необхідна призупинити зварювальний процес на якийсь час і продовжити його з точки, де електрод зупинився) і кнопка «стоп» (зупиняє зварювальний процес).
Після завершення зварювання оператор натискає кнопку нульової точки і електрод повертається у вихідне положення. Оператору залишається натиснути дві фіксуючі кнопки (які пневматично тримають заготовку на валу), підняти фіксатор вала і зняти заготівлю.
Характеристики зварювальної установки:
♦ саморегулюючі затискні губки з точковою опорою
♦ незалежна робота передніх і задніх затискних губок
♦ фіксація з проміжним ходом, що забезпечує швидку установку тонких листів металу без нахлеста
♦ охлаждаемая нижня зварювальний підкладка з подачею формувального газу, проста процедура заміни, конструкція відповідає особливостям завдань, зокрема геометрії, формі шва, типу використовуваного захисного газу, матеріалу і т.д.
♦ автоматичне блокування замка
♦ стабільна довжина дуги завдяки спеціальному ходовому механізму
♦ ергономічне розташування органів управління
♦ комфортабельний пульт управління
♦ високоякісні компоненти обладнання
♦ жорсткий зварний корпус верстата, що допускає транспортування з використанням автонавантажувача і крана.
♦ докладний посібник з експлуатації
Технічні дані:
|
Межі регулювання зварювального струму, А |
8...170(220) |
|
Межі регулювання швидкості зварювання, мм / с |
3...50 |
|
Граничні відхилення траєкторії переміщення пальника, мм, не більше |
±0.2 |
|
Привід механізмів фіксації кромок вироби і підйому пальника |
пневматич. |
|
Захисний газ |
Ar |
|
Тиск стисненого повітря, МПа, до |
0.4 |
|
Охолодження зварювального пальника і підкладки |
рідинне |
|
Габаритні розміри приміщення, займаного обладнанням установки, мм, не менше |
3000 х 2000 х 2500 |
Програмне управління і діагностика стану елементів установки здійснюється за допомогою контролера.
Базова програма забезпечує:
♦ переміщення і опускання пальника в початок шва,
♦ запалювання дуги при нерухомій пальнику,
♦ переміщення пальника зі зварювальною швидкістю,
♦ заварку кратера,
♦ підйом пальника і її повернення в початкове положення на маршової швидкості.
У процесі роботи установки контролюються:
♦ стан пальника,
♦ тиск повітря в пневмосети,
♦ спрацьовування пневмоприжимом.
На новому пульті оператора є можливість:
♦ запуск програми зварювання;
♦ зупинка програми;
♦ для тимчасового зупинення програми (Пауза);
♦ включення програми без зварювання;
♦ автоматичне повернення всіх виконавчих механізмів в початковий стан;
♦ переміщення пальника в ручному режимі;
♦ плавне регулювання параметрів режиму зварювання;
♦ швидке переналагодження установки для зварювання труб різної довжини.
Є виконання зварювальної установки:
♦ з укороченою консоллю для зварювання обичайок довжиною до 500 мм меншого діаметру;
♦ з подовженою консоллю для зварювання обичайок довжиною до 1250 і 1500 мм більшого діаметра.
♦ по окремому замовленню виготовляються установки для зварювання обичайок довжиною 1000 мм діаметром від 70 мм.
♦ окреме виконання установки дозволяє виконувати зварювання металу товщиною від 0.3 мм.
Позиція №2: Верстат для зварювання обичайок китайського виробництва:
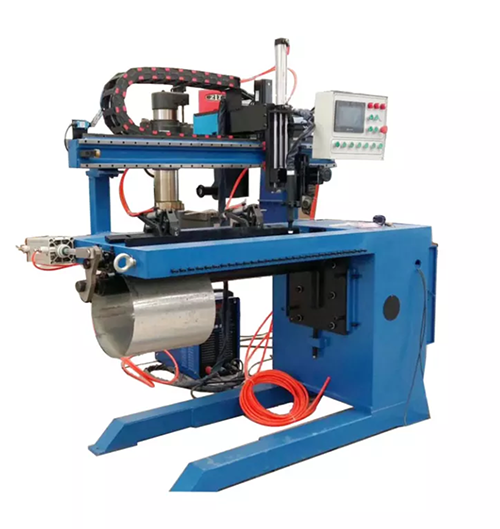 |
Вартість 14 тис. Євро (включно з ПДВ)
Умови оплати:
70% передоплата
20% після прибуття верстата в Україну
10% протягом 3-х днів після повідомлення про готовність верстата до відвантаження.
Термін поставки 45 днів. Також необхідний термін для налагодження.
Товщина зварюваного металу 0,5 - 2 мм.
Верстат укомплектований зварювальним джерелом 200А і охолоджувачем.
Гарантійний термін 1 рік.
Умови поставки EXW (Інкотермс 2010)