
|
| Languages |
Роза вітрів:
Machine for longitudinal TIG welding of pipes.
The main application area of the machine is the production of chimneys made of stainless steel.
- Digital control of welding parameters via the Siemens touch panel.
- Modern and reliable welding inverter Fronius and others on request. Complete with welding torches Abicor Binzel.
- High speed servomotor.
- Variable welding start point over the entire working length of 0.1 mm. The possibility of changing the speed during welding with automatic storage of a new value.
- Function of interrupting and resuming the welding cycle.
- Large selection of machine modifications for different tasks.
Advantage of the machine:
- Welding speed on austenitic stainless steel up to 6m per minute.
- Precision of positioning 0.02 mm due to high-precision servomotor Panasonic.
- Prevention of welding seam failure in case of poor quality sizing (barrel of the image) of the pipe occurs due to interruption of the welding process and auto return to the point.
- Welding wire feed unit (option)
- Beam deformation compensator
Machine for longitudinal TIG welding of pipe shells Promin 1.
The machine is designed for joint-to-joint welding of stainless, steel and copper pipes. It is used for the manufacture of chimneys, ventilation pipes, shells for tanks and CCTs, as well as any other stainless steel products 1000 mm long. The cost of the machine is 15 500 euros.
 |
When welding products, operator intervention is minimal. The workpiece is automatically clamped by pneumatic clamps. The required current strength and the speed of the welding being performed are set.
The burner moves automatically. At the end of welding, the torch rises and returns to its original position.
Further, the fixing clamps release the finished pipe.
The machine is capable of welding stainless steel with a thickness of 0.5 mm to 4 mm (depending on the installed welding source).
The machine is capable of working the entire work shift without interruption.
 |
We train employees. One day is enough for the employee to independently perform all the necessary operations. It is possible to equip the machine with an additional option for supplying a welding filler.
Since argon is supplied from two points at the top and with blowing along the entire length from the bottom, it is possible to maintain a perfect seam both outside and inside the pipe. And the copper lining along the entire length avoids metal overheating and deformation.
 |
We offer machines for welding shells with lengths of 500mm and 1000mm, 1250mm, 1500mm, 2000mm and 3000mm.
Diameters of welded products up to 2500 mm.
It is possible to manufacture a CNC machine based on the Siemens simatic controller
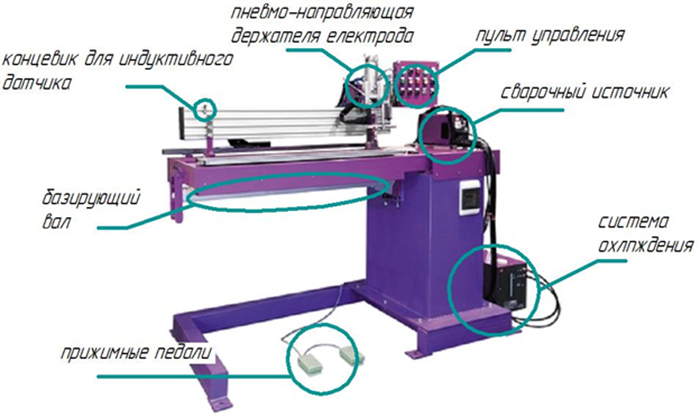 |
Welding source is an electronic device that supplies power to the welding circuit with an electric current. The customer can choose the source of any company and capacity. We recommend installing “Fronius” on our devices.
Cooling system - is responsible for maintaining temperature conditions during operation of the equipment, passing through the welding sleeve, as well as through a copper cooler located in the body of the base shaft.
Presser pedals - designed for basing a round workpiece on a locating shaft. The left pedal is responsible for pneumatic lowering of a series of copper clamps, ensuring reliable fixation of the workpiece on the shaft. Right - right row of copper clamps.
The base shaft is made of high-strength hardened steel. It is used as the reference surface of the workpiece and the base for “TIG” welding.
The limit switch for the inductive sensor is a mechanical stop for the linear travel of the welding head. It is used both for setting the zero point for igniting the welding electrode at a certain point, and for limiting the travel of the welding head to the required distance of the welding seam (movement is necessary when the length of the workpiece to be welded is changed).
Pneumatic guide of the electrode holder - is responsible for pneumatic raising and lowering of the welding electrode holder, for safe movement of the entire working head along the working area, as well as for convenient replacement of welding electrodes.
The control panel is a set of analog buttons to control the operation of welding equipment. It contains a potentiometer for setting the speed of movement of the welding electrode, manual movement of the electrode to the left, right, a button to start welding, a button to return the device to the zero point, an emergency stop, as well as an indicator of equipment readiness for work.
Detailed description of the principle of operation:
Having rolled the workpiece, the operator must locate it on the base shaft, for this he raises the shaft lock and brings the workpiece parallel to the base surface, so that the joint of the rolled workpiece coincides with the upper center of the shaft. The operator then closes the shaft lock and aligns the left side of the workpiece parallel to the center of the copper cooler located at the top of the base shaft.
After setting the parallelism of the left side of the workpiece, the operator fixes it using the left pedal. After making sure that the workpiece is in the correct position, the operator, without releasing the pedal, presses the stop button, which leaves the bale in the clamped position (the stop button is to the right of the operator under the right hand). After that, the operator leans the right (free) side of the workpiece against the left side of the part, thus forming a non-welded joint between the two ends of the part, and presses it down with the right pedal, as described above.
When the part is completely aligned, the operator checks the coincidence of the center of the welding electrode with the beginning of the workpiece (using the "left", "right" keys, he can move the welding holder along the welding axis. , using the handwheels, correct the exact position of the welding electrode).
This position will be the position of the start of welding, to this position he brings one of the inductive limit switch opposite the inductive sensor responsible for igniting the electrode. The second limit switch is set 10-15 millimeters from the welding start point and is the zero point (starting point) of the start of the torch movement.
The limit switch is installed at the end of the workpiece and will indicate the switch-off point of the welding electrode (set along the length of the workpiece). Important: the setting of the zero and starting point limit switches are set once and do not require re-setting in the subsequent operation of the equipment.
The next stage is directly welding the workpiece itself. After setting all the points, the operator must select the necessary parameters for welding on the welding source (for setting, read the instructions for the welding source). After selecting the welding parameters, the operator, using the button, lowers the electrode to the workpiece to the working position, raises the protective glass and presses the "start" button: the machine starts welding and leads the seam from the side of the shaft attachment to the side of the base shaft clamp.
During operation, the operator can adjust the speed of movement of the electrode (if necessary) using the potentiometer located on the control panel, and also correct the deviations of the electrode using the handwheels of the coordinate table (if necessary), he also has a pause button (if during operation, the operator needs to suspend the welding process for a while and continue it from the point where the electrode stopped) and the "stop" button (stops the welding process).
After welding is complete, the operator presses the zero point button and the electrode returns to its original position. The operator only needs to press the two locking buttons (which pneumatically hold the workpiece on the shaft), lift the shaft lock and remove the workpiece.
Welding machine specifications:
♦ self-adjusting point-supported clamping jaws
♦ independent operation of the front and rear clamping jaws
♦ fixation with an intermediate stroke, providing quick installation of thin metal sheets without overlapping
♦ Cooled bottom pad with forming gas supply, easy replacement procedure, the design is tailored to the application, such as geometry, bead shape, type of shielding gas used, material, etc.
♦ automatic padlock
♦ stable arc length thanks to a special trolley
♦ ergonomic arrangement of controls
♦ comfortable control panel
♦ high quality hardware components
♦ Rigid welded machine body that can be transported using a forklift and crane.
♦ detailed instruction manual
Technical data:
|
Limits of regulation of welding current, A |
8...170(220) |
|
Welding speed control limits, mm / s |
3...50 |
|
Limit deviations of the trajectory of the torch movement, mm, not more |
±0.2 |
|
Drive of mechanisms for fixing the edges of the product and lifting the torch |
pneumatic |
|
Shielding gas |
Ar |
|
Compressed air pressure, MPa, up to |
0.4 |
|
Cooling of the welding torch and backing |
liquid |
|
Overall dimensions of the room occupied by the equipment of the installation, mm, not less |
3000 х 2000 х 2500 |
Program control and diagnostics of the state of the installation elements is carried out using the controller.
The basic program provides:
♦ moving and lowering the torch to the beginning of the seam,
♦ ignition of the arc with a stationary torch,
♦ movement of the torch at the welding speed,
♦ filling the crater,
♦ lifting the torch and returning it to its original position at cruising speed.
During the operation of the installation, the following are monitored:
♦ position of the burner,
♦ air pressure in the pneumatic system,
♦ actuation of pneumatic clamps.
The new operator panel has the ability to:
♦ starting the welding program;
♦ stopping the program;
♦ temporary stopping of the program (Pause);
♦ starting the program without welding;
♦ automatic return of all actuators to their original state;
♦ moving the burner in manual mode;
♦ smooth regulation of welding mode parameters;
♦ quick changeover of the installation for welding pipes of different lengths.
Welding machine versions are available:
♦ with a shortened arm for welding shells up to 500 mm long with a smaller diameter;
♦ with an extended arm for welding shells up to 1250 and 1500 mm long with larger diameters.
♦ On request, we can manufacture installations for welding shells with a length of 1000 mm and a diameter of 70 mm.
♦ a separate design of the installation allows welding metal with a thickness of 0.3 mm.
Position No. 2: Machine for welding shells made in China:
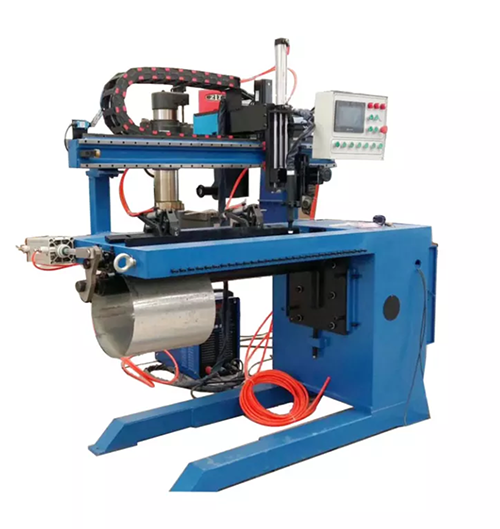 |
Cost 14 thousand Euro (including VAT)
Terms of payment:
70% prepayment
20% upon arrival of the machine in Ukraine
10% within 3 days after the message about the readiness of the machine for shipment.
Delivery time 45 days. It also takes a time for adjustment.
The thickness of the welded metal is 0.5 - 2 mm.
The machine is equipped with a 200A welding source and a cooler.
The warranty period is 1 year.
Terms of delivery EXW (Incoterms 2010)